What Is Adhesive Testing?
Adhesive testing is the systematic evaluation of an adhesive's physical, mechanical, and chemical properties — and its performance under specific bonding and environmental conditions — to determine whether it will provide reliable, durable bonds in its intended application. Because adhesives vary enormously in chemistry, curing process, and substrate compatibility, testing must be customized for each application and each new substrate, whether foil, paper, textile, metal, foam, plastic, rubber, or glass.
A multidisciplinary approach is required, covering physical properties of the adhesive itself, adhesive strength testing, interface analysis, and performance under specific environmental conditions. The data assists material engineers in selecting materials, developing new products, and ensuring ongoing quality throughout production.
Why Is Adhesive Testing Important?
Adhesive bonds are only as reliable as the testing that validates them. Untested or inadequately tested adhesives can fail catastrophically — causing product recalls, safety hazards, and costly rework.
Key reasons adhesive testing matters:
-
Product reliability — Ensures bonded joints will hold under real-world mechanical and environmental loads
-
Material selection — Provides objective data for choosing the right adhesive chemistry for each substrate and application
-
Quality assurance — Verifies batch-to-batch consistency and catches contamination, mixing errors, or curing problems
-
Regulatory compliance — Demonstrates conformance to ASTM, ISO, and industry-specific standards
-
Failure prevention — Identifies inadequate resin or additive selection, insufficient curing, contamination, or formulation issues before they cause field failures
-
Cost reduction — Reduces customer complaints, returns, and warranty claims by validating bond integrity upfront
What Are the Main Types of Adhesive Strength Tests?
Adhesive strength testing falls into three fundamental categories, each measuring a different mode of stress on the bonded joint.
Tensile Tests
Tensile tests pull the bonded assembly perpendicular to the bond line, measuring the force required to separate the substrates in tension. These tests evaluate how well the adhesive resists pulling forces.
-
ASTM D1623 — Tensile adhesion properties
-
ASTM C297 — Flatwise tensile strength of sandwich constructions
Shear Tests
Shear tests apply force parallel to the bond line, measuring the adhesive's resistance to sliding forces. Lap shear is the most common adhesive strength test worldwide.
-
ASTM D1002 — Lap shear of metal-to-metal bonds
-
ASTM D3163 — Lap shear of adhesively bonded plastics
-
ASTM D3164 — Lap shear of sandwich joints
-
ASTM D3528 — Lap shear of adhesive joints (double lap)
-
ASTM D5656 — Lap shear with thick adherends
-
ASTM D5868 — Lap shear for fiber-reinforced plastics
-
ISO 4587 / EN 1465 — Tensile lap-shear of rigid-to-rigid assemblies
-
EN 205 — Tensile shear of wood adhesive lap joints
Peel Tests
Peel tests measure the force required to peel a flexible adherend away from a rigid or another flexible adherend at a defined angle and speed. These are critical for tapes, labels, and flexible laminates.
See the dedicated section below for full details.
How Does Lap Shear Testing Work?
Lap shear testing is the most widely used method for quantifying adhesive bond strength. It measures the shear stress a bonded joint can withstand before failure.
How it works: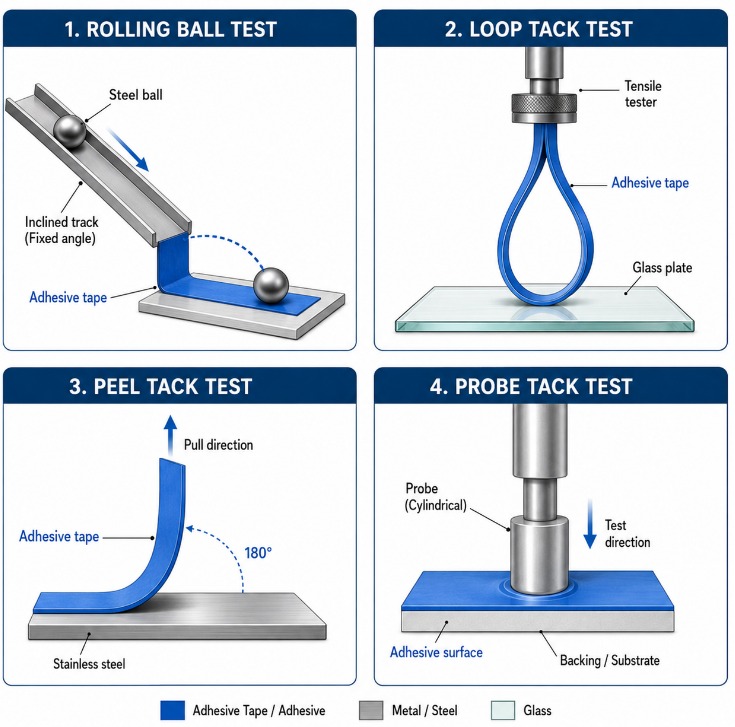
-
Two substrate strips are overlapped and bonded with adhesive over a defined area
-
The assembly is pulled in tension, loading the bond in shear
-
The maximum force at failure divided by the overlap area gives the lap shear strength (in MPa or psi)
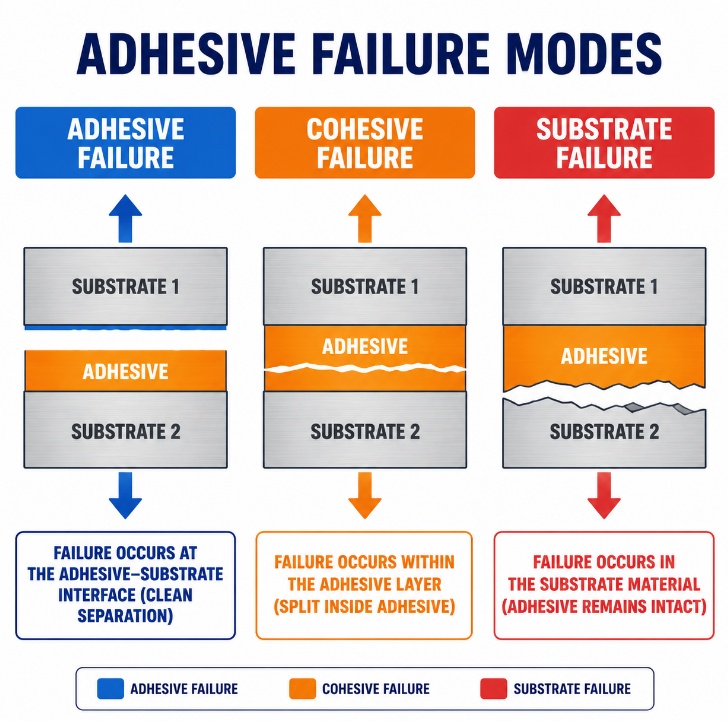
Failure modes reveal critical information:
-
Adhesive failure — Separation occurs at the adhesive-substrate interface, indicating poor surface preparation, wrong adhesive choice, or contamination
-
Cohesive failure — The adhesive itself tears apart internally, indicating the adhesive-substrate bond is stronger than the adhesive's internal strength
-
Substrate failure — The substrate breaks before the bond, indicating the adhesive is stronger than the substrate
-
Mixed mode — A combination of adhesive and cohesive failure, common in real-world conditions
Key variables affecting results: overlap length, adhesive thickness, substrate thickness, surface preparation, curing conditions, and test speed.
What Is Peel Testing and What Are Its Variations?
Peel testing measures the force required to separate a flexible adherend from another surface at a defined angle and speed. It is the primary test for pressure-sensitive adhesives, tapes, labels, and flexible packaging seals.
180° Peel Test
The flexible adherend is pulled back at 180° from the substrate. This is the most common peel configuration.
-
ASTM D903 — 180° peel strength of adhesive bonds
-
ASTM D3330 — Peel adhesion of pressure-sensitive tape
-
ISO 8510-2 — 180° peel for flexible-to-rigid assemblies
-
FINAT FTM1 — 180° peel at 300 mm/min
90° Peel Test
The flexible adherend is peeled at 90° from the substrate. Useful when the backing material cannot be bent to 180°.
-
ASTM D3167 — Floating roller peel (maintains consistent peel angle)
-
ISO 8510-1 — 90° peel for flexible-to-rigid assemblies
-
FINAT FTM2 — 90° peel at 300 mm/min
T-Peel Test
Both adherends are flexible and pulled apart in a T-configuration. Used when neither substrate is rigid.
-
ASTM D1876 — T-peel of adhesives
-
ISO 11339 — T-peel for flexible-to-flexible assemblies
Floating Roller Peel
A roller maintains a consistent peel angle during testing, improving reproducibility.
-
ASTM D3167 — Floating roller peel of adhesives
-
ISO 4578 — Floating roller peel
Climbing Drum Peel
Used for sandwich structures where a thin skin is peeled from a core material (e.g., honeycomb panels).
-
ASTM D1781 — Climbing drum peel of adhesives
Cross-Cut (Grid Pattern) Test
A coating is scored in a grid pattern, tape is applied and removed, and the percentage of coating removed is assessed. Primarily used for paint and coating adhesion.
-
ISO 2409 — Cross-cut test for paints and varnishes
-
ASTM D3359 — Measuring adhesion by tape test
Pull-Off Test
A dolly is bonded to the coating surface and pulled perpendicular until failure. Measures the tensile force required to detach the coating.
-
ASTM D4541 — Pull-off strength of coatings using portable adhesion testers
-
ISO 4624 — Pull-off test for adhesion
How Is Tack Measured in Adhesives?
Tack is the property of an adhesive that allows it to form a bond of measurable strength upon brief contact under light pressure. It is not a single physical property — it results from a composite of wetting behavior, rheological properties, and interfacial interactions. Tack is therefore defined by the test used to measure it, making test method selection critical.
Rolling Ball Tack Test (ASTM D3121 / PSTC 6)
A steel ball rolls down an inclined track onto a horizontal adhesive surface. The distance the ball travels along the adhesive is inversely proportional to tack — shorter distance means higher tack.
Advantages: Low cost, easy to use, easily understood
Disadvantages: Low precision; limited to aggressive tack; cannot vary individual experimental parameters
Best for: Production control, quick comparison of high-tack adhesives
Loop Tack Test (FINAT FTM9 / TLMI)
A teardrop-shaped loop of tape is brought into contact with a horizontal surface for a short time, then peeled off. The peak force is the loop tack value.
Advantages: Medium cost; good precision and reproducibility; quick to perform; uses a standard tensile tester
Disadvantages: Influenced by backing stiffness; contact time and peel angle difficult to reproduce exactly
Best for: Label and tape adhesive selection
Peel Tack Test
Derived from standard peel testing but with reduced contact time and pressure. Provides better reproducibility than loop tack because contact conditions and peel angle are more controlled.
Advantages: Good precision and reproducibility
Disadvantages: Influenced by backing stiffness; difficult to study very low contact times
Best for: Label and tape applications requiring controlled comparison
Probe Tack Test (ASTM D2979)
A mechanical probe contacts the adhesive surface under controlled rate and pressure, waits a defined dwell time, then measures the force to pull away. The force-time curve reveals:
-
Linear stress increase during initial probe displacement
-
Nucleation — voids appear at the interface, stress becomes non-linear
-
Peak force — maximum stress when nucleation stops
-
Cavity growth — stress decreases as voids grow; failure mode depends on rheology and adhesion:
-
Adhesive failure — voids coalesce, stress drops to zero
-
Cohesive failure — fibrillation occurs before separation
-
Advantages: Very versatile; high sensitivity and reproducibility; each parameter (pressure, time, temperature, rate, probe) can be varied independently
Disadvantages: High cost; careful sample preparation; time-consuming
Best for: Formulation development, compounding, and research
Tack Test Comparison
|
Method |
Cost |
Precision |
Speed |
Best Application |
|---|---|---|---|---|
|
Rolling ball |
Low |
Low |
Fast |
Production QC of high-tack adhesives |
|
Loop tack |
Medium |
Good |
Fast |
Label/tape adhesive comparison |
|
Peel tack |
Medium |
Good |
Medium |
Controlled comparison at specific conditions |
|
Probe tack |
High |
Very good |
Slow |
Formulation R&D, detailed analysis |
What Environmental and Durability Tests Apply to Adhesives?
Environmental conditioning reveals how adhesive bonds perform under real-world conditions, not just in the controlled lab environment. Durability testing is essential because temperature, humidity, and chemical exposure can dramatically degrade bond strength over time.
Common environmental test conditions:
-
Temperature extremes — Elevated and sub-ambient temperatures
-
Humidity exposure — Hot/wet/dry cycling
-
Thermal cycling — Repeated heating and cooling to simulate service conditions
-
Water immersion — Prolonged exposure to liquid water
-
Accelerated aging — Elevated temperature/humidity to predict long-term performance
-
UV and xenon arc weathering — Simulates sunlight exposure for outdoor applications
-
Cataplasm storage — Accelerated moisture/temperature aging protocol
-
Re-life protocols — Simulated service-life exposure sequences
Weathering exposure standards:
-
ASTM D904 — Exposure of adhesives to artificial light (QUV)
Moisture conditioning:
-
ASTM D5229 — Moisture conditioning of adhesive bonds
Testing before and after environmental exposure quantifies strength retention — the percentage of original bond strength that remains after conditioning, a critical durability metric.
What Physical and Chemical Properties Are Tested in Adhesives?
Mechanical and Physical Properties
|
Property |
Test Method |
Significance |
|---|---|---|
|
Tensile strength |
ASTM D638 / ISO 527 |
Resistance to pulling forces |
|
Shear modulus |
DMA |
Stiffness under shear loading |
|
Poisson's ratio |
Strain measurement |
Lateral contraction under tension |
|
Impact resistance |
ASTM D950 / ISO 11343 |
Energy absorption under sudden load |
|
Flexural strength |
ASTM D790 |
Resistance to bending |
|
Fatigue |
Cyclic loading |
Performance under repeated stress |
|
Creep resistance |
Sustained load testing |
Deformation under constant stress over time |
|
Hardness |
Shore durometer |
Surface resistance to indentation |
|
Density / specific gravity |
ASTM D792 |
Material characterization |
|
Color |
Spectrophotometry |
Batch consistency |
|
Electrical properties |
ASTM D149 |
Insulation or conductivity performance |
Thermal Properties
|
Property |
Test Method |
Significance |
|---|---|---|
|
Coefficient of Linear Thermal Expansion (CLTE) |
TMA |
Dimensional stability with temperature |
|
Glass transition temperature (Tg) |
DSC / DMA |
Temperature at which adhesive transitions from rigid to rubbery |
|
Cure kinetics |
DSC / TGA |
Rate and extent of curing |
|
Thermal degradation |
TGA |
Temperature at which decomposition begins |
|
Softening point |
ASTM E28 |
Temperature at which adhesive begins to flow |
Rheological and Processing Properties
|
Property |
Significance |
|---|---|
|
Viscosity |
Flow behavior during application |
|
Pot life |
Working time after mixing before gelation |
|
Solids content |
Non-volatile fraction; affects bond line thickness |
|
Filler content |
Affects mechanical properties and cost |
|
Rate of cure |
Determines processing cycle time |
How Does Adhesive failure analysis Work?
When adhesive bonds fail in service, root-cause analysis is essential to prevent recurrence. Failure investigation combines performance testing with analytical chemistry and microscopy.
Investigative techniques:
-
FTIR spectroscopy — Identifies chemical composition and contamination on failed surfaces
-
Raman microscopy — Maps chemical species across the failure interface
-
Scanning Electron Microscopy (SEM) — Reveals failure morphology at micro scale
-
Optical microscopy — Examines failure surfaces for adhesive vs. cohesive failure patterns
-
GC-MS / HS-GC — Detects volatile contaminants or residual solvents
-
MALDI-TOF / LC-MS — Identifies oligomer buildup during curing
-
DSC / TGA — Studies curing-related changes in physical properties
Common root causes of adhesive failure:
-
Incorrect resin or additive selection
-
Inadequate curing (time, temperature, or mixing ratio)
-
Contamination or cross-contamination of surfaces
-
Substrate surface preparation issues
-
Formulation imbalances
What Standards Govern Adhesive Testing?
ASTM Standards
|
Standard |
Test |
|---|---|
|
ASTM D1002 |
Lap shear strength (metal-to-metal) |
|
ASTM D3163 |
Lap shear (plastics) |
|
ASTM D3164 |
Lap shear (sandwich joints) |
|
ASTM D3528 |
Lap shear (double lap joints) |
|
ASTM D5656 |
Lap shear (thick adherend) |
|
ASTM D5868 |
Lap shear (fiber-reinforced plastics) |
|
ASTM D903 |
180° peel strength |
|
ASTM D1876 |
T-peel |
|
ASTM D3167 |
Floating roller peel |
|
ASTM D3330 |
Peel adhesion (pressure-sensitive tape) |
|
ASTM D1781 |
Climbing drum peel |
|
ASTM D4541 |
Pull-off adhesion (coatings) |
|
ASTM D2979 |
Probe tack |
|
ASTM D3121 |
Rolling ball tack |
|
ASTM D3359 |
Cross-cut tape adhesion (coatings) |
|
ASTM D904 |
Artificial light exposure |
|
ASTM D5229 |
Moisture conditioning |
|
ASTM F904 |
Ply adhesion / bond strength |
ISO and EN Standards
|
Standard |
Test |
|---|---|
|
ISO 4587 / EN 1465 |
Tensile lap-shear (rigid-to-rigid) |
|
ISO 11339 |
T-peel (flexible-to-flexible) |
|
ISO 8510-1 |
90° peel (flexible-to-rigid) |
|
ISO 8510-2 |
180° peel (flexible-to-rigid) |
|
ISO 4578 |
Floating roller peel |
|
ISO 4624 |
Pull-off adhesion |
|
ISO 2409 |
Cross-cut test (paints/varnishes) |
|
ISO 29862 |
Peel adhesion (self-adhesive tapes) |
|
EN 1939 |
Peel adhesion |
|
EN 205 |
Tensile shear (wood adhesives) |
Industry-Specific Standards
|
Organization |
Standards |
|---|---|
|
FINAT |
FTM1 (180° peel), FTM2 (90° peel), FTM9 (loop tack) |
|
PSTC |
PSTC 5 (quick stick), PSTC 6 (rolling ball tack) |
|
TLMI |
LIB1/LIB2 (loop tack) |
|
AFERA |
4015 (quick stick) |
How Does Adhesive Testing Differ by Industry?
Aerospace
Adhesive bonds in aerospace must withstand extreme temperatures, vibration, and thermal cycling. Testing includes lap shear, peel, and fatigue under aerospace-specific environmental conditions, plus rigorous failure analysis for safety-critical joints.
Automotive
Automotive adhesives face vibration, temperature fluctuation, and chemical exposure (fuels, oils, coolants). Testing covers structural bonding, sealants, and trim adhesives with durability testing under thermal cycling and weathering.
Packaging
Flexible packaging relies on peel strength, seal strength, and tack to ensure labels, laminates, and seals perform reliably during filling, transport, and consumer use. Loop tack and peel tests per FINAT standards are standard practice.
Electronics
Electronic adhesives require testing for electrical properties, thermal conductivity, and outgassing alongside mechanical strength. Pot life, cure kinetics, and compatibility with sensitive components are critical.
Construction and Building Materials
Structural adhesives in construction demand shear, tensile, and pull-off testing under environmental conditions simulating decades of service. Wood adhesives, concrete repair epoxies, and facade bonding all have specific test protocols.
Paint and Coatings
Coating adhesion is primarily tested via cross-cut (ISO 2409 / ASTM D3359) and pull-off (ASTM D4541 / ISO 4624) methods. These evaluate whether paint, plating, or protective coatings will remain bonded to metal, plastic, wood, or concrete surfaces under service conditions.