What Standards Govern MDF Testing in China?
Medium density fiberboard (MDF) testing in China sits on a two-standard stack: a product standard that defines mechanical and physical quality, and a mandatory emission standard that defines what the board may release into indoor air. The two are not optional alternatives — every MDF batch sold for indoor use must clear both.
GB/T 11718-2021 Medium Density Fiberboard is the product standard (replacing the 2009 edition). It classifies MDF by density range, thickness band, and application type, and sets the threshold tables for bending strength, internal bond, surface bond, thickness swell, and density uniformity. The test methods it invokes are consolidated in GB/T 17657 Test Methods for Physical and Chemical Properties of Wood-based Panels.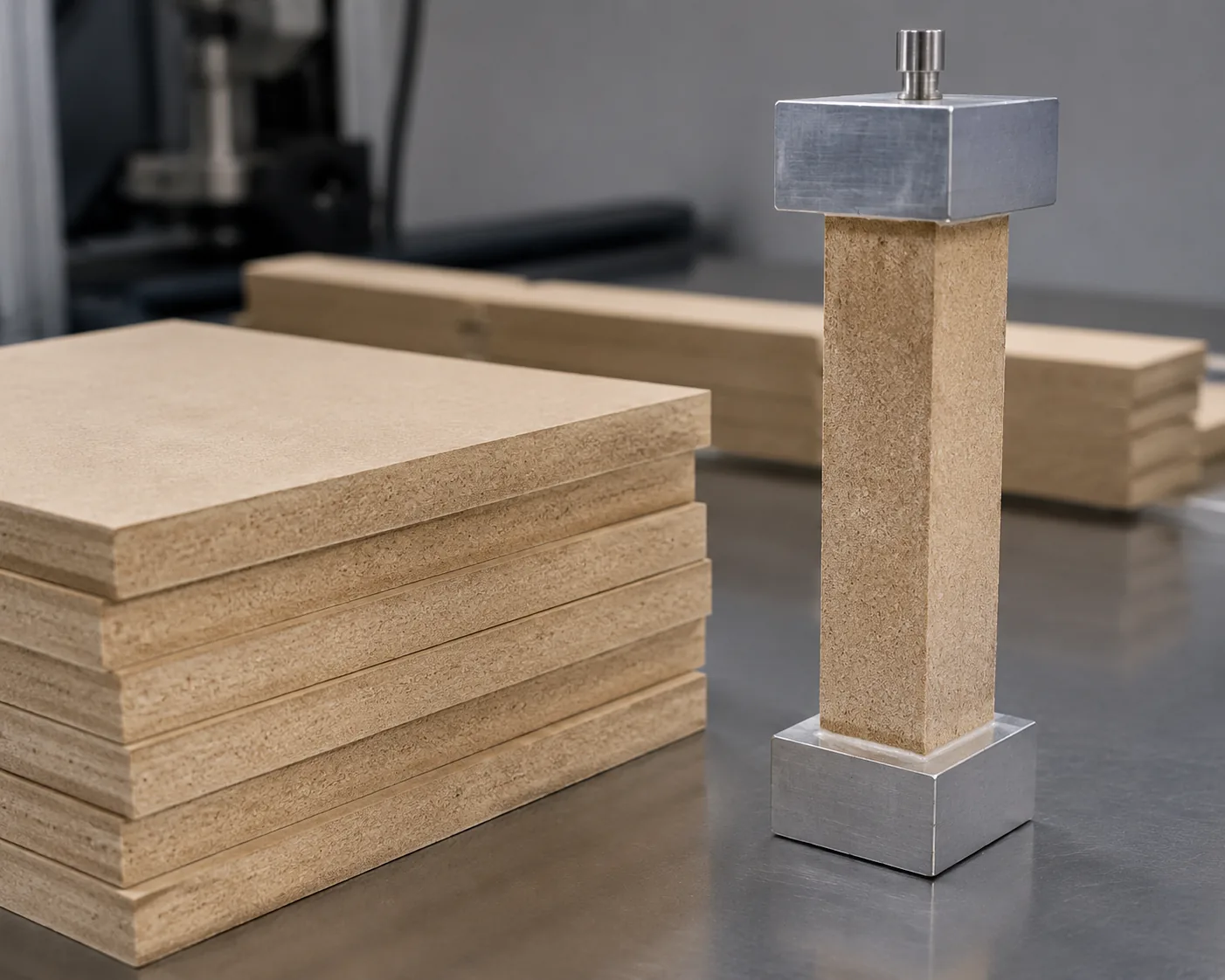
GB 18580-2017 Indoor Decorating and Refurnishing Materials — Limit of Formaldehyde Release of Wood-based Panels and Finishing Products is the mandatory emission standard. Its 2017 revision consolidated the previous three-method framework (perforator extraction, desiccator, climate chamber) into a single method — the 1 m³ climate chamber — and cancelled the E2 grade. Only E1 remains as the legal floor for indoor MDF. Knowing this matters operationally: a test report still using the old desiccator method (mg/L) or citing an E2 grade is reporting against a withdrawn standard, and is not defensible in a market-supervision review.
For export or contract reference, the international counterparts are EN 319 / EN 310 (European test methods), EN 622-5 (European MDF product spec), JIS A 5905 (Japanese product spec, with a Type 30 structural grade), ASTM D1037 (US test methods), and ISO 16895 / ISO 16989-5 (international product and density specs).
What Are the Mechanical Property Requirements?
The mechanical block of GB/T 11718-2021 is organised by grade (优等品 premium / 一等品 first grade / 合格品 qualified) and by thickness band. The four mechanical properties that drive pass/fail:
| Property | Symbol | Premium grade (typical) | First grade | Qualified |
|---|---|---|---|---|
| Modulus of rupture | MOR | ≥ 26.0 MPa | ≥ 24.0 MPa | ≥ 22.0 MPa |
| Modulus of elasticity | MOE | ≥ 2500 MPa | ≥ 2300 MPa | ≥ 2100 MPa |
| Internal bond strength | IB | ≥ 0.65 MPa | ≥ 0.55 MPa | ≥ 0.50 MPa |
| Surface bond strength | — | ≥ 0.6 MPa | ≥ 0.6 MPa | ≥ 0.6 MPa |
Modulus of rupture (MOR, 静曲强度) — the bending strength, measured by loading a specimen to failure in three-point or four-point bending per GB/T 17657. MOR is the headline number for any load-bearing application. The premium-grade floor of 26 MPa aligns closely with the European EN 622-5 requirement; structural-grade MDF (for load-bearing use) climbs higher — the JIS A 5905 Type 30 requires MOR ≥ 30 MPa, achieved through higher resin loading and higher density (around 850 kg/m³ rather than the typical 700–800 kg/m³).
Modulus of elasticity (MOE, 弹性模量) — the board's stiffness in bending, ≥ 2500 MPa for premium grade. MOE is what the furniture designer and the floor-system engineer use to calculate deflection. A board with adequate MOR but low MOE will hold its load but sag visibly — unacceptable for shelving or flooring.
Internal bond strength (IB, 内结合强度) — the tensile strength perpendicular to the board plane, the single most diagnostic quality test. The specimen (50 × 50 mm) is bonded to aluminium loading blocks and pulled apart perpendicular to its face; the peak load divided by the area gives IB in MPa. The failure almost always occurs in the core layer (the lowest-density zone of the vertical density profile) or at the core-face transition. Premium grade requires ≥ 0.65 MPa; qualified grade ≥ 0.50 MPa. A low IB is the fingerprint of under-resinated or under-pressed board — the fibres simply were not bonded tightly enough at the core.
Surface bond strength (表面结合强度) — the resistance of the surface layer to pulling-off, distinct from IB (which measures the core). This is what decides whether a veneer, laminate, or paint film will delaminate in service. The ≥ 0.6 MPa floor is uniform across grades because surface integrity is a functional floor, not a quality gradient.
What Are the Dimensional Stability and Physical Properties?
Dimensional stability is what separates a board that survives a humid kitchen or bathroom from one that swells and fails. The physical block of GB/T 11718:
Thickness swell (吸水厚度膨胀率, 24 h water immersion): ≤ 30–45 % depending on thickness band — thicker boards have a lower allowed percentage because the swelling is expressed relative to total thickness. A 24-hour cold-water immersion is the standard conditioning; the thickness change is measured and compared to the dry value. The premium product data sheets typically show 7–10 % thickness swell — well under the ceiling — because well-resinated, well-pressed MDF with melamine-fortified adhesive limits water uptake. Boards that approach the 30–45 % ceiling have inadequate resin or wax loading and will fail in service.
Water absorption (吸水率): the mass gain during the same immersion. Less commonly cited than thickness swell but a useful diagnostic when thickness swell fails — if both are high, the board is under-resinated; if only thickness swell is high with normal water absorption, the resin network is present but not cross-linked (curing problem).
Density and within-board density deviation (密度及板内密度偏差): MDF by definition targets 650–800 kg/m³ (general purpose) or up to 850 kg/m³ (structural). The within-board density deviation — the spread of density measurements taken at multiple points across a single panel — is a quality-control metric: a uniform board has low deviation; a board with uneven fibre distribution has high deviation and will fail mechanically at the low-density spots.
Moisture content (含水率): typically 4–9 % at delivery. Boards delivered outside this range have either absorbed moisture in storage (high reading, will move in service) or were under-conditioned at the press (low reading, may still be dimensionally unstable).
How Is Formaldehyde Emission Tested Under GB 18580-2017?
Formaldehyde emission is the test that determines whether an MDF panel is legal to sell for indoor use. The 2017 revision made three changes that any current test report must reflect:
Method consolidation. The three older methods — perforator extraction (mg/100 g), desiccator (mg/L), and 1 m³ climate chamber (mg/m³) — were collapsed into a single reference method: the 1 m³ climate chamber per GB/T 17657. The chamber method is the most realistic: it measures the steady-state emission rate into a controlled volume of air at defined temperature, humidity, and loading ratio, which is what the board actually does in a room.
Grade simplification. The E2 grade was cancelled. Only E1 remains, at ≤ 0.124 mg/m³ in the 1 m³ chamber. A board that would have been E2 under the old desiccator method (> 1.5 mg/L) is now non-compliant for indoor use unless it is re-graded by the chamber method and passes E1. The E0 grade (≤ 0.050 mg/m³) circulates in industry marketing but is not part of the mandatory standard.
Cross-reference. The chamber value is the only legally defensible number for indoor MDF in China. A report that still cites a desiccator value (mg/L) is reporting against a withdrawn framework; the desiccator method survives only as an internal QC tool, not for regulatory release.
For context, the international emission frameworks: CARB Phase 2 (California) caps MDF at 0.11 ppm in a large chamber; the European E1 class under EN 717-1 is closely aligned with the GB E1. A board that passes GB 18580-2017 E1 will generally also pass the European E1, but the CARB Phase 2 threshold is slightly tighter and must be tested and reported separately for US-bound product.
How Does the Internal Bond Test Relate to the Density Profile?
The internal bond test has a subtlety that makes the failure mode itself diagnostic: where the specimen breaks tells you why the board is weak. A well-made MDF panel has a vertical density profile (VDP) — high density at the face layers (where the press first contacted and densified the fibres) and lower density at the core (which densifies later and less). The IB specimen is designed to fail at the core, because the core is the weakest zone and IB is meant to measure core strength.
In practice, the failure often does not occur cleanly at the geometric centre. Research using electronic speckle pattern interferometry (ESPI) on EN 319 IB specimens shows that failure tends to occur at 35 %, 50 %, or 65 % of the board thickness — at the core centre or at the two core-face transition zones — wherever the local density is lowest. The density at the failure line is typically about 50 % of the face-layer maximum density. This is why the IB test result is sensitive to the pressing schedule: if the press cycle leaves a pronounced low-density valley at the core-face transition, the board fails there instead of at the centre, and the IB value reflects that weak transition rather than the true core bond.
For a laboratory, the practical implication is that an IB report is more useful when it includes the failure position and ideally the density profile measured by X-ray (GreCon-type) scanning. A board that fails IB at the geometric centre with a clean, uniform VDP is a different diagnostic story from one that fails at a core-face transition with a jagged VDP — even if the two report the same IB number.
How Do You Test Surface Soundness and Screw-Holding?
Surface soundness and screw-holding capacity are the tests that decide whether MDF will perform in its end-use — furniture assembly, fastener retention, surface finishing.
Surface soundness (表面结合强度): the resistance of the surface layer to being pulled off, measured by bonding a test block to the surface and pulling it perpendicular. Distinct from IB (which pulls the whole board apart at the core). The surface soundness test catches boards where the face layer is inadequately densified or resin-starved — the surface will fuzz under sanding, delaminate under veneer, or reject paint.
Screw-holding — face and edge (握螺钉力): the force required to withdraw a standard wood screw inserted into the face or the edge of the board. Face screw-holding is typically higher than edge screw-holding because the face grain is densified. Typical premium MDF delivers face screw-holding around ≥ 1000–1300 N and edge around ≥ 1000–1100 N, measured per ASTM D1037 or GB/T 17657. This is the number that decides whether a cabinet joint or a wall-panel fixing will hold — a board with inadequate screw-holding will strip at the fastener and fail in service, no matter how good its bending strength.
The relationship between density and screw-holding is direct: higher-density MDF (toward 800–850 kg/m³) holds screws better than lower-density board (650 kg/m³). This is why structural MDF targets the higher density range — not just for MOR and IB, but for the fastener performance that the structural connection depends on.
Our Testing Capabilities
Beijing ZKGX Research provides MDF testing against the GB/T 11718-2021 product standard and the GB 18580-2017 emission standard, with cross-reference to EN, JIS, ASTM, and ISO frameworks.
Mechanical properties (GB/T 11718 / GB/T 17657):
- Modulus of rupture (MOR) and modulus of elasticity (MOE) by bending
- Internal bond strength (IB) with failure-position reporting
- Surface bond strength
- Screw-holding — face and edge
Dimensional stability and physical:
- Thickness swell (24 h water immersion)
- Water absorption
- Density and within-board density deviation
- Moisture content
Formaldehyde emission (GB 18580-2017):
- 1 m³ climate chamber method — E1 grade (≤ 0.124 mg/m³)
- Cross-reference to CARB Phase 2, EN 717-1, JIS for export reports
Density profile (diagnostic add-on): X-ray vertical density profile scanning to locate the failure zone in IB testing and diagnose pressing-schedule defects.
Standards cross-reference: EN 319 / EN 310, EN 622-5, JIS A 5905 (incl. Type 30 structural), ASTM D1037, ISO 16895 / ISO 16989-5.
If you need a GB/T 11718 MDF report for product release, a GB 18580-2017 E1 emission certificate for indoor sales, a structural-grade qualification to JIS A 5905 Type 30, or a CARB Phase 2 report for US-bound product — contact our laboratory with the board type, thickness, target grade, and destination market, and we will scope the test plan.
FAQ
What changed between GB 18580-2001 and GB 18580-2017?
Three things. The 2017 revision consolidated the three older methods (perforator extraction, desiccator, climate chamber) into a single reference method — the 1 m³ climate chamber. It cancelled the E2 grade entirely; only E1 remains, at ≤ 0.124 mg/m³ in the chamber. And it withdrew the desiccator method (mg/L) as a regulatory release method — the desiccator survives only as internal QC. A test report that still cites a desiccator value (mg/L) or an E2 grade is reporting against a withdrawn standard.
Why is internal bond strength (IB) the most diagnostic MDF test?
Because IB measures the bond strength in the core layer, which is the weakest zone of the board and the zone most sensitive to resin content and pressing schedule. A board can have adequate bending strength (carried by the densified face layers) yet fail IB because the core was under-resinated or under-cured. The IB number plus the failure position (core centre vs. core-face transition) together diagnose whether the board's weakness is a resin problem or a pressing problem.
What is the difference between general-purpose MDF and structural MDF?
General-purpose MDF (per GB/T 11718, density 650–800 kg/m³) is intended for furniture, cabinetry, and interior finishing where the board is not load-bearing. Structural MDF (per JIS A 5905 Type 30 or ISO 16989-5, density up to 850 kg/m³) is designed for load-bearing applications and demands higher MOR (≥ 30 MPa vs. ≥ 24 MPa), higher IB, and melamine-fortified (MUF) resin for moisture resistance. The resin system is the key difference — UF (urea-formaldehyde) for general purpose, MUF (melamine-urea-formaldehyde) for structural and humid-service applications.
Does the desiccator method (mg/L) still have any use?
Only as an internal factory QC tool, not for regulatory release. It is faster and cheaper than the 1 m³ chamber, which makes it useful for production-line screening, but the value is not legally defensible for indoor-sales compliance under GB 18580-2017. If a customer or regulator asks for a formaldehyde result, the answer must be the chamber value in mg/m³, not the desiccator value in mg/L.
How does Chinese E1 compare to CARB Phase 2 and European E1?
Chinese E1 (GB 18580-2017) is ≤ 0.124 mg/m³ in the 1 m³ chamber. European E1 (EN 717-1) is closely aligned at ≤ 0.124 mg/m³ in the 1 m³ chamber. CARB Phase 2 is stricter, capping MDF at 0.11 ppm in a large chamber (ASTM E1333 or equivalent), which is roughly equivalent to ≤ 0.11 mg/m³ but measured in a different chamber configuration. A board that passes Chinese E1 will generally pass European E1, but the CARB threshold must be tested and reported separately for US-bound product — they are not interchangeable.