Meta Description: Learn about steel wire rope testing methods including magnetic rope testing, visual inspection, and ultrasonic testing. Discover inspection standards, defect identification, and rope life estimation techniques. (200 characters)
Steel wire rope testing is a critical safety procedure that ensures the integrity and reliability of wire ropes used in lifting equipment, cranes, elevators, ropeways, and offshore applications. Proper testing identifies defects before they lead to catastrophic failures, protecting both personnel and equipment.
This comprehensive guide covers all major steel wire rope testing methods, from traditional visual inspection to advanced magnetic rope testing (MRT) technology. You'll learn how to identify defects, understand inspection standards, and implement effective testing programs that extend rope life while maintaining safety.
What you'll learn in this guide:
-
Primary testing methods and their applications
-
How magnetic rope testing detects internal defects
-
Visual inspection techniques and what to look for
-
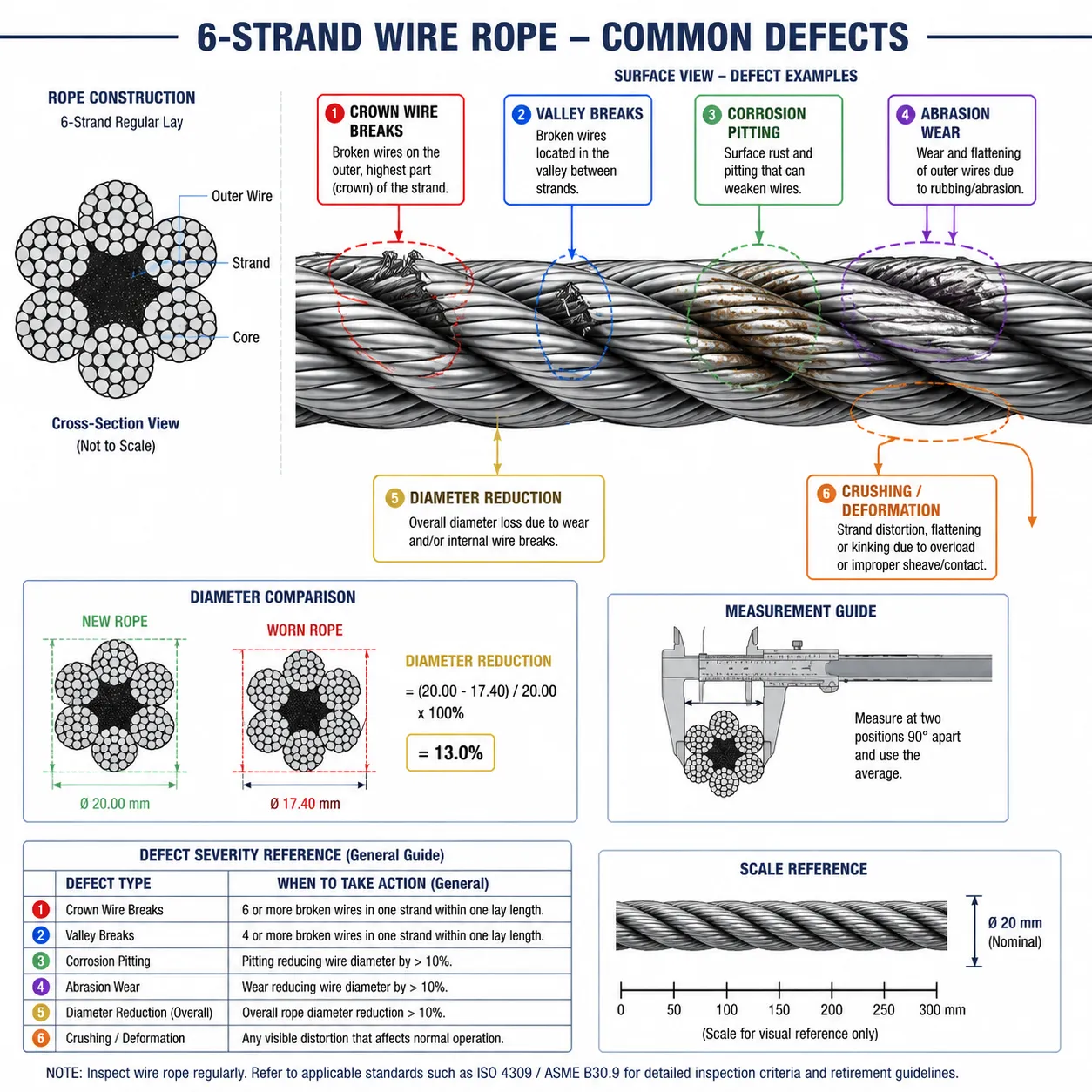
Defect types: abrasion, corrosion, wire breaks, and diameter reduction
-
International standards and discard criteria
-
Rope life estimation and maintenance planning
Why Steel Wire Rope Testing Matters
Wire ropes operate under extreme loads and harsh conditions. Over time, they develop defects that compromise their strength and safety. Regular testing serves three critical purposes:
Safety assurance: Testing identifies defects before they cause rope failure, preventing accidents that can result in injury, death, or equipment damage.
Maintenance optimization: Early defect detection allows planned maintenance, reducing unexpected downtime and emergency repairs.
Service life extension: Proper testing and maintenance can significantly extend rope life, reducing replacement costs while maintaining safety margins.
According to industry data, wire rope failures often result from defects that could have been detected through proper testing. The cost of a comprehensive testing program is minimal compared to the potential consequences of a rope failure.
Primary Steel Wire Rope Testing Methods
Magnetic Rope Testing (MRT)
Magnetic rope testing represents the most advanced non-destructive testing method for steel wire ropes. MRT detects both internal and external defects that visual inspection cannot identify.
How MRT Works:
MRT magnetizes the rope longitudinally using either permanent magnets or DC electromagnetic coils. When the rope passes through the magnetizing unit, defects cause disturbances in the magnetic field. Sensors detect these disturbances and convert them into measurable signals.
MRT identifies two primary defect types:
-
Localized Faults (LF): Wire breaks, corrosion pits, and other localized discontinuities
-
Loss of Metallic Area (LMA): Gradual loss of cross-sectional area from wear, corrosion, or abrasion
MRT Advantages:
-
Detects internal wire breaks invisible to visual inspection
-
Provides permanent record of rope condition
-
Enables trend analysis over multiple inspections
-
Supports compliance with ISO 4309 and other standards
-
Can test ropes up to 140mm diameter with appropriate equipment
MRT Equipment Types:
Modern MRT devices come in several configurations:
U-Shape devices: Provide clearance on one side, ideal for track rope inspections where the device must pass over tower saddles and slack carriers.
Two-shell systems: Symmetric excitation design for efficient magnetization. Can be separated for installation on installed ropes.
Modular bar systems: For extremely large ropes (up to 140mm), individual magnet bars mount on a lightweight frame.
High-resolution MRT: Uses a ring of Hall effect sensors arranged around the rope circumference to provide detailed 3D defect mapping, showing defect location, depth, and distribution.
Visual Inspection
Visual inspection remains the foundation of wire rope testing. While it cannot detect internal defects, it identifies many external problems and should accompany all other testing methods.
Visual Inspection Procedures:
Trained inspectors examine the entire rope system including:
-
Rope surface for wear, abrasion, and corrosion
-
Wire breaks, particularly at end connections
-
Diameter changes and reduction
-
Strand and wire deformation
-
Sheaves and drums for wear and alignment
-
Fleet angles and socket conditions
What Inspectors Look For:
Crown wire breaks: Breaks on the outer surface of wires, indicating normal deterioration.
Valley wire breaks: Breaks between strands, indicating serious abnormal conditions. When two or more valley breaks appear in one lay-length, the rope must be replaced immediately.
Diameter reduction: Caused by abrasion, core failure, corrosion, or inner wire failure. Measure diameter under equivalent loading conditions and track changes over time.
Crushing and flattening: Often caused by improper installation, multilayer spooling problems, or wrong rope construction.
Shock loading (bird-caging): Caused by sudden tension release and rebound. This damage cannot be corrected—the rope must be replaced.
VisionTek System
VisionTek represents advanced visual inspection technology using cameras and algorithms to monitor external rope condition continuously.
VisionTek Capabilities:
-
Continuous diameter measurement
-
Lay length monitoring
-
Surface characteristic analysis
-
Defect detection and classification
-
Automatic report generation compliant with international standards
VisionTek can be operated by trained inspectors or rented for in-house use with provided training.
Ultrasonic Testing
Ultrasonic inspection detects internal wire breaks within rope sockets with excellent precision.
Ultrasonic Testing Applications:
-
Detects internal wire breaks in socket necks
-
Test penetration up to 100mm into socket
-
Identifies hidden defects before they cause failure
-
Supports safe, reliable rope operation
Magnetic Particle Inspection (MPI)
MPI examines weld integrity in lifting gear and supporting structures.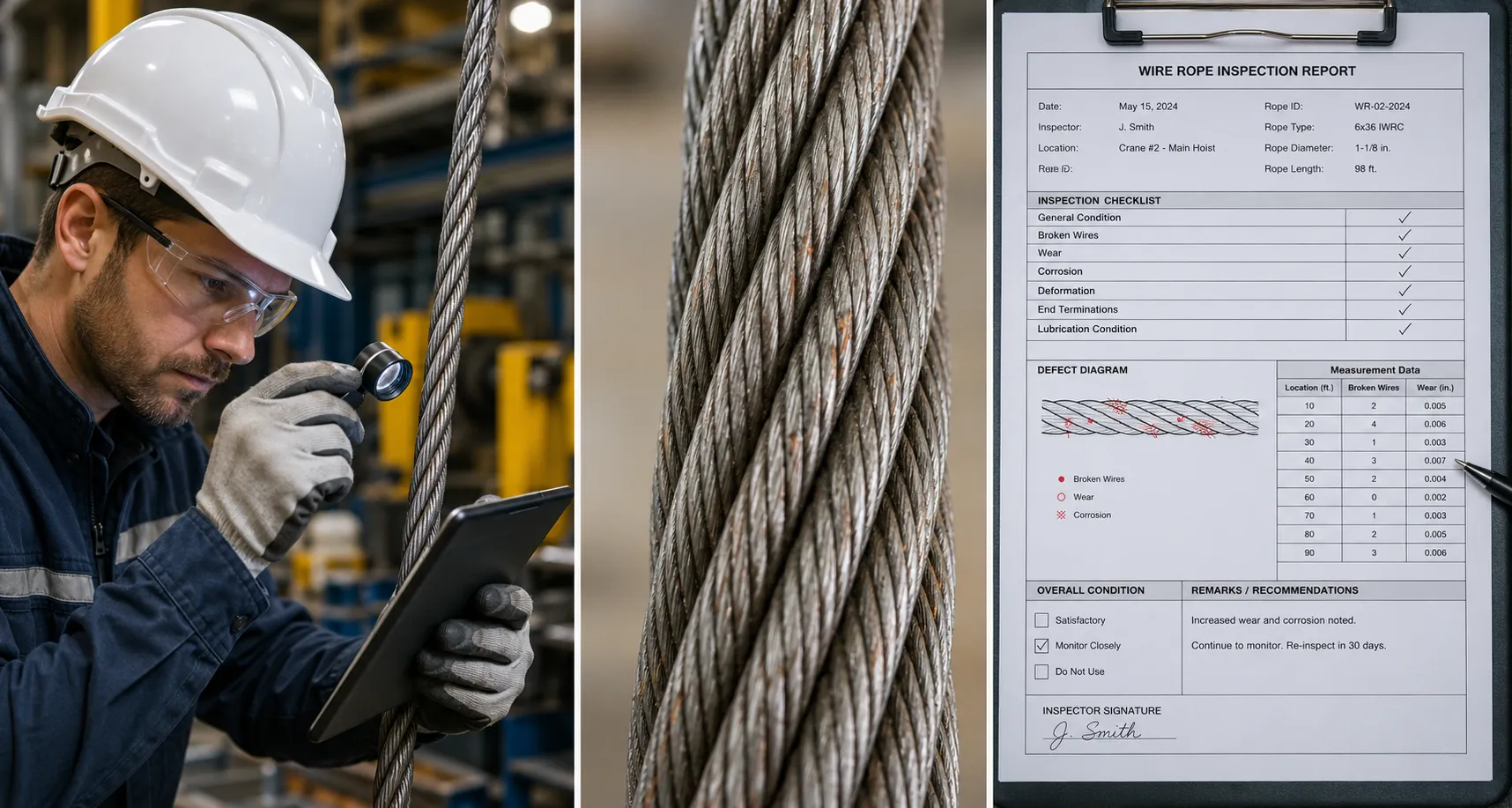
MPI Applications:
-
Weld inspection in lifting equipment
-
Structural component inspection
-
Socket and termination examination
-
Detection of surface and near-surface defects
Understanding Wire Rope Defects
Abrasion
Abrasion occurs when the rope contacts abrasive surfaces or passes over drums and sheaves. All components must be in proper working order and appropriate diameter for the rope.
Causes of abrasion:
-
Contact with abrasive materials
-
Passage over worn or corrugated sheaves
-
Improper drum or sheave diameter
-
Misalignment of sheaves and drums
A badly worn sheave or drum will seriously damage a new rope, leading to premature replacement.
Corrosion
Corrosion poses a more serious threat than abrasion and often indicates lack of lubrication.
Corrosion characteristics:
-
Often starts internally before external evidence appears
-
Slight discoloration indicates need for immediate lubrication
-
Severe corrosion promotes premature fatigue failures
-
Difficult to evaluate visually
When corrosion is detected, immediate lubrication is essential. If corrosion persists, it leads to severe degradation requiring rope removal from service.
Wire Breaks
Wire breaks serve as primary indicators of rope condition. The number and type of breaks determine whether replacement is necessary.
Types of wire breaks:
Crown breaks: Surface wire breaks indicating normal deterioration. These increase steadily over time.
Valley breaks: Breaks between strands indicating abnormal conditions like fatigue or core wire failure. These are serious—two or more valley breaks in one lay-length require immediate rope replacement.
Wire break assessment:
Inspectors must know the applicable standard (ASME, ISO, etc.) for allowable wire breaks per crane type. The table of allowable wire breaks varies by equipment type and application.
Best practices for wire break inspection:
-
Use a spike to gently probe strands for non-protruding breaks
-
Check rope running at slow speed over sheaves where crown breaks are more visible
-
Examine rope near end connections carefully
-
Maintain detailed inspection records
-
Note break locations for future monitoring
-
Remove broken wire ends by bending back and forth with pliers
Diameter Reduction
Diameter reduction is a critical deterioration factor with multiple causes:
Causes of diameter reduction:
-
Excessive abrasion of outside wires
-
Loss of core diameter or support
-
Internal or external corrosion
-
Inner wire failure
Diameter monitoring procedure:
-
Record new rope's actual diameter under normal load
-
Periodically measure at the same location under equivalent loading
-
Track diameter changes over rope life
-
Investigate sudden or localized diameter reduction immediately
After initial reduction, diameter stabilizes and slowly decreases during rope life—this is normal. However, isolated or rapid diameter reduction requires immediate investigation and likely replacement.
Crushing and Flattening
Crushing results from several factors, primarily related to installation and spooling.
Causes of crushing:
-
Improper installation
-
Wrong wire rope construction
-
Multilayer spooling problems
-
Failure to obtain tight first layer (foundation)
-
No break-in procedure
-
Poor spooling conditions
Inspectors must understand both how to inspect the rope and how it was installed to properly assess crushing damage.
High Stranding
High stranding occurs due to several installation and maintenance issues:
Causes of high stranding:
-
Failure to properly seize rope before installation
-
Loss of seizing during wedge socket installation
-
Kinks in the rope
-
Very tight grooving problems
-
Introduction of torque during installation
This condition requires inspector evaluation to determine continued rope use or increased inspection frequency.
Inspection Standards and Discard Criteria
ISO 4309 Standard
ISO 4309 provides the primary international standard for wire rope inspection and discard criteria.
ISO 4309 requirements:
-
Defines discard criteria for various defect types
-
Specifies inspection intervals
-
Establishes documentation requirements
-
Provides guidance on inspection methods
ASME Standards
ASME standards specify allowable wire breaks by equipment type.
ASME requirements:
-
Inspectors must know the standard for equipment being inspected
-
Number of broken wires indicates general condition
-
Replace rope when wire breaks reach allowable total
-
Standards vary by crane type and application
OITAF Recommendations
The International Organization for Transportation by Rope (OITAF) publishes detailed recommendations for magnetic rope testing of wire ropes used in ropeways and cable cars.
OITAF Book 3 covers:
-
Magnetic rope testing theory and principles
-
MRT device design and calibration
-
Signal processing and wire break analysis
-
Rope discard criteria
-
Test reporting and data management
-
Personnel requirements and safety
Discard Decision Process
When inspection reveals defects approaching discard criteria:
-
Document findings: Record all defects with location and severity
-
Compare to standards: Apply relevant standard criteria (ISO 4309, ASME, etc.)
-
Consider history: Review previous inspection records for trend analysis
-
Assess risk: Evaluate consequences of continued operation
-
Make decision: Replace rope before reaching discard limits, not after
Rope Life Estimation
Estimation Process
Rope life estimation combines inspection data with operational parameters to predict remaining service life.
Data collection:
-
Rope construction and specifications
-
Operating conditions and duty cycle
-
Historical inspection records
-
Current defect measurements
-
Load patterns and frequencies
Calculation methods:
-
Application experts perform tailored calculations
-
Consider all degradation mechanisms
-
Account for operational severity
-
Include safety factors
Maintenance Planning
Rope life estimation supports proactive maintenance planning:
Benefits of life estimation:
-
Schedule replacements before failure
-
Minimize operational risk
-
Optimize maintenance resources
-
Reduce emergency repairs
-
Plan budget for rope replacement
Recommendations from life estimation:
-
Personalized maintenance schedules
-
Inspection frequency adjustments
-
Replacement timing guidance
-
Performance optimization strategies
Advanced Testing Technologies
Drone-Based Inspection
Drones access hard-to-reach or hazardous areas for fast, safe rope inspection.
Drone inspection advantages:
-
Eliminates time-consuming manual access methods
-
Captures high-resolution visual data
-
Enables inspection of hazardous locations
-
Reduces personnel risk
-
Provides comprehensive coverage
Drone inspection process:
-
Deploy drone to inspection area
-
Capture high-resolution imagery
-
Analyze and interpret findings
-
Generate inspection report
-
Support maintenance decisions
Data Analytics Integration
Modern inspection programs integrate data analytics for comprehensive rope condition tracking.
Analytics capabilities:
-
Track rope condition over time
-
Identify degradation trends
-
Predict future condition
-
Optimize inspection intervals
-
Support replacement decisions
Data management benefits:
-
Informed repair and replacement decisions
-
More efficient operations
-
Reduced unplanned downtime
-
Extended rope service life
-
Compliance documentation
Inspection Personnel Requirements
Qualifications
MRT inspection requires trained, experienced personnel.
Personnel requirements:
-
Understanding of rope construction and behavior
-
Knowledge of defect types and significance
-
Training on specific MRT equipment
-
Familiarity with applicable standards
-
Ability to interpret test results
-
Judgment for discard decisions
Safety Considerations
Inspection work involves hazards that must be managed:
Personnel safety:
-
Follow safe work procedures
-
Use appropriate personal protective equipment
-
Maintain communication during testing
-
Understand equipment-specific hazards
-
Know emergency procedures
Equipment safety:
-
Properly install and secure test equipment
-
Maintain safe speeds during testing
-
Ensure adequate clearance
-
Protect delicate sensor heads
-
Follow manufacturer procedures
Frequently Asked Questions
What is the most effective method for steel wire rope testing?
Magnetic rope testing (MRT) is the most comprehensive method because it detects both internal and external defects. However, visual inspection should always accompany MRT to identify surface defects and assess overall rope system condition. The combination provides the most complete assessment of rope integrity.
How often should steel wire ropes be tested?
Inspection frequency depends on application, operating conditions, and regulatory requirements. Critical applications like elevators and ropeways require more frequent inspection than general lifting equipment. Most standards specify minimum intervals, but actual frequency should be based on rope condition, duty cycle, and consequence of failure.
Can wire ropes with internal defects be used?
Internal defects detected by MRT must be evaluated against applicable discard criteria. Some internal wire breaks may be acceptable if below discard limits, but valley breaks and internal corrosion are particularly serious. A qualified inspector must assess whether the rope can remain in service or requires immediate replacement.
What is the difference between crown breaks and valley breaks?
Crown breaks occur on the outer surface of wires and indicate normal deterioration. They increase steadily over time and are managed through discard criteria. Valley breaks occur between strands and indicate abnormal conditions like fatigue or core wire failure. Valley breaks are much more serious—two or more in one lay-length require immediate rope replacement.
How does corrosion affect wire rope life?
Corrosion is more serious than abrasion and often starts internally before external evidence appears. It promotes premature fatigue failures in wires and strands. Slight rust discoloration indicates need for immediate lubrication. Severe corrosion requires rope removal from service. Regular lubrication and proper storage prevent corrosion-related failures.
What standards govern wire rope inspection?
Primary standards include ISO 4309 (international), ASME B30 series (United States), and various national standards. Ropeway applications follow OITAF recommendations. The applicable standard depends on equipment type, application, and jurisdiction. Inspectors must know and apply the relevant standard for their equipment.
Conclusion
Steel wire rope testing combines multiple methods to ensure rope integrity and safe operation. Magnetic rope testing provides the most comprehensive assessment by detecting internal defects invisible to visual inspection. Visual inspection remains essential for surface defects and overall system evaluation. Together, these methods support proactive maintenance, extended rope life, and most importantly, safe operations.
Implementing a comprehensive testing program requires trained personnel, appropriate equipment, and clear procedures aligned with applicable standards. The investment in proper testing pays dividends through reduced failures, optimized maintenance, and extended rope service life.
Key takeaways:
-
Use MRT for internal defect detection, visual inspection for surface assessment
-
Understand defect types and their significance for rope integrity
-
Follow applicable standards for discard criteria
-
Maintain detailed inspection records for trend analysis
-
Replace ropes before reaching discard limits, not after
-
Integrate testing with maintenance planning for optimal results
Regular, comprehensive steel wire rope testing protects personnel, equipment, and operations. The consequences of rope failure demand rigorous inspection programs that identify defects before they become critical.
Note: This article provides general guidance on steel wire rope testing. Always consult applicable standards and manufacturer recommendations for specific requirements. Inspection should be performed by trained, qualified personnel using appropriate equipment and procedures.