Fastener testing is the comprehensive process of evaluating the mechanical, dimensional, material, and performance properties of bolts, nuts, screws, studs, rivets, pins, and washers to verify they meet specification requirements and are fit for their intended joining application. Fasteners are among the most safety-critical components in any mechanical assembly — from aircraft structures and automotive suspension systems to pressure vessels and bridge connections. Their failure can have catastrophic consequences, which makes rigorous testing non-negotiable.
Testing encompasses a wide range of evaluations including tensile strength, hardness, torque-tension behavior, fatigue life, corrosion resistance, hydrogen embrittlement susceptibility, and dimensional conformance. Each test targets a specific failure mode or performance characteristic that, if left unverified, could compromise the entire assembly.
Why Is Fastener Testing Essential?
Fastener failures account for a disproportionate share of mechanical assembly incidents. The consequences range from costly product recalls to loss of life. Common failure modes include:
-
Hydrogen embrittlement-induced delayed fracture — fasteners suddenly fail hours or days after installation
-
Fatigue fracture from cyclic loading — cracks propagate under repeated stress until catastrophic rupture
-
Cross-threading due to installation errors — threads deform and lose clamp load
-
Insufficient proof-load capacity — fasteners yield under design loads
-
Dimensional nonconformance — improper thread engagement prevents proper clamping
Without comprehensive testing, non-conforming or counterfeit fasteners can enter the supply chain undetected. This is especially dangerous in aerospace and defense, where counterfeit detection methods include material chemistry verification (OES or XRF), mechanical property testing, and hardness distribution characterization guided by the Aerospace Industries Association (AIA) and DFARS standards.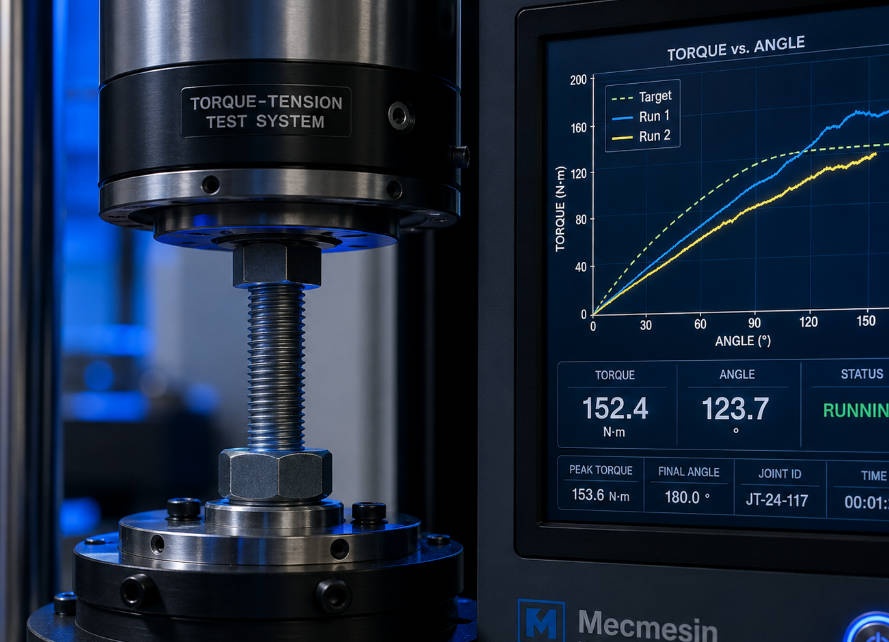
What Are the Key Fastener Test Methods?
How Does Tensile Strength and Proof Load Testing Work?
Tensile testing is the most fundamental mechanical fastener test. A bolt or stud is loaded in axial tension in a calibrated tensile testing machine until fracture. Key measurements include:
|
Parameter |
Definition |
|---|---|
|
Tensile strength |
Maximum load before fracture divided by nominal stress area |
|
Proof load |
Minimum force a fastener must sustain without permanent set — the design basis for joint preload |
|
Yield strength |
0.2% offset proof stress for high-strength fasteners |
|
Elongation at fracture |
Ductility indicator showing how much the fastener stretches before breaking |
Results are compared against the applicable property class requirements — ISO 898-1 classes (8.8, 10.9, 12.9) or ASTM grades (A325, A490, F3125). Wedge tensile testing adds an angular washer under the bolt head to evaluate head strength and thread runout integrity simultaneously.
What Does Hardness Testing Reveal About Fasteners?
Core hardness testing — using Vickers, Brinell, or Rockwell methods — verifies the heat treatment condition of a fastener. This is critical because:
-
Maximum hardness limits reduce susceptibility to hydrogen embrittlement, particularly for high-strength fasteners (Grade 10.9 and above)
-
Surface-to-core hardness gradients detect improper surface treatments or decarburisation — a condition where carbon is lost from the surface during heat treatment, weakening the thread roots
-
Hardness correlates directly with tensile strength, providing a quick verification method when full tensile testing is impractical
Surface hardness testing is performed separately to ensure the case depth and surface treatment meet specification, especially for case-hardened fasteners.
Why Is Torque-Tension Testing Critical for Assembly Integrity?
Torque-tension testing measures the relationship between applied tightening torque and developed bolt tension (preload) in a representative joint. It characterizes the friction coefficient — often expressed as the nut factor K — of the fastener's thread and bearing surface.
This test is critical because nut factor variations due to lubricant, coating, and surface finish directly affect whether the design preload is achieved at a given assembly torque. A small change in friction can produce a great variation in clamp load when the fastener is tightened.
The test mounts the fastener in a tension load cell with test washers or actual assembly material coupons. Data acquisition systems record torque, angle of rotation, and clamp load simultaneously, generating graphs such as:
-
Torque vs. Clamp Load
-
Torque vs. Angle
-
Torque and Clamp Load vs. Angle
Standards including ASTM F2281, SAE J174, and ISO 16047 govern this testing.
How Is Hydrogen Embrittlement Testing Performed?
High-strength fasteners (≥1040 MPa / 150 ksi UTS) are susceptible to hydrogen embrittlement — delayed fracture caused by hydrogen absorbed during electroplating, acid cleaning, or service in hydrogen-generating environments. Two primary testing methods exist:
-
ASTM F519 (Notched bar sustained load test) — Specimens are loaded to a defined percentage of notch tensile strength and held for 200 hours; fracture during this period indicates embrittlement
-
ASTM F1624 (Incremental step load test) — A faster screening method using a step-loading protocol to determine the threshold stress intensity for embrittlement
For military and aerospace applications, NASM1312-5 (formerly MIL-STD-1312-5) provides the standard test method for hydrogen embrittlement stress durability of internally threaded fasteners.
What Does Dimensional and Thread Inspection Involve?
Dimensional inspection verifies that fasteners conform to the geometric requirements of their specification. Key checks include:
-
Thread form, pitch diameter, major diameter, minor diameter — verified using calibrated go/no-go thread gauges
-
Thread engagement length — ensures adequate clamping surface
-
Head dimensions — height, width across flats, bearing surface flatness
-
Drive recess geometry — for socket-head and cross-recess fasteners, verified dimensionally and by engagement with calibrated driver tools (ASTM F2459, ISO 10664)
Optical comparators and coordinate measuring machines (CMM) provide high-precision measurements in accordance with ASME B18 and ISO 965 standards.
Why Is Salt Spray corrosion testing Important for Coated Fasteners?
Plated and coated fasteners are tested in salt fog chambers per ASTM B117 to verify the coating's corrosion protection performance. Typical test durations range from 96 to 500 hours, depending on the specification and service environment.
Corrosion resistance is especially critical for:
-
Marine and offshore applications where chloride exposure is constant
-
Automotive underbody fasteners exposed to road salt
-
Structural bolts in bridges and infrastructure where hidden corrosion can lead to sudden failure
Test results document the time to first appearance of red rust (for zinc-plated fasteners) or white rust (for zinc-aluminum coatings), providing a comparative measure of coating performance.
What Is Fatigue Testing and Why Does It Matter?
Fatigue testing subjects fasteners to cyclic loading to determine their endurance under repeated stress — the condition most fasteners experience in real service. This test is vital because the majority of fastener failures in service are fatigue failures, not static overload failures.
Testing per NASM1312-11 (formerly MIL-STD-1312-11) determines the tension fatigue life of bolts, screws, and nuts at room temperature. Results are plotted as S-N curves (stress vs. number of cycles), revealing the fatigue limit — the stress level below which the fastener can theoretically endure infinite cycles.
Recent research has demonstrated that novel strengthening techniques, such as electromagnetic cold expansion, can increase fastener fatigue life by approximately 3.4 times compared to untreated specimens, highlighting the value of fatigue testing in optimizing manufacturing processes.
How Does Friction Coefficient Testing Work?
Friction coefficient testing separates the thread torque from the input torque to determine the underhead friction torque and thread friction torque independently. The fastener is mounted in a special clamp force load cell — called a research head — that measures both clamp load and thread torque simultaneously.
These values, combined with the fastener's geometry, allow calculation of:
-
Underhead friction coefficient (μ<sub>w</sub>)
-
Thread friction coefficient (μ<sub>th</sub>)
-
Reference (total) friction coefficient (μ<sub>tot</sub>)
-
Nut factor K from the equation T = KDF
Friction coefficients are calculated per DIN 946 and ISO 16047. The application of plating or coatings to a threaded fastener can greatly affect the state of friction in the joint, making this test essential whenever surface treatments change.
What Is Yield Determination Testing?
Yield determination testing identifies the point at which a fastener begins to yield — a critical piece of knowledge for any critical fastener application. The fastener is mounted in a tension load cell with test washers or actual material coupons, then tightened to failure.
The resulting data is examined using torque-angle signature analysis to determine:
-
The yield point as a function of angle, clamp load, or torque
-
The elastic tightening zone slope — an increase in friction results in a proportional increase in this slope
-
The angle-tension coefficient, which can verify clamp load in actual assemblies
This data is essential for establishing safe tightening specifications that stay within the elastic range, preventing permanent deformation in service.
How Is Locknut Prevailing Torque Tested?
Prevailing torque locknut testing verifies the performance characteristics of fasteners with built-in thread locking devices. These devices include:
-
Nylon thread lockers
-
Crimped or deformed nuts
-
Thread patches
-
Adhesives
The nut is run down onto a test bolt while applied torque and angle of rotation are measured to determine how much energy is required to break through the locking device. The removal torque may also be measured.
This testing often requires the fastener to be run down multiple times — the measured torque of the first rundown is compared to subsequent rundowns (such as the fifth or tenth), documenting how locking performance degrades with repeated assembly and disassembly.
What Standards Govern Fastener Testing?
Fastener testing is governed by a comprehensive framework of international and industry-specific standards. The most commonly referenced include:
|
Standard |
Scope |
|---|---|
|
ASTM F606 / F606M |
Mechanical properties of externally and internally threaded fasteners, washers, and rivets |
|
ASTM A193 |
Alloy-steel and stainless steel bolting for high temperature or high pressure service |
|
ASTM A962 |
Common requirements for bolting from cryogenic to creep range |
|
ASTM A574 |
Socket head cap screw mechanical requirements |
|
ASTM F2281 |
Torque-tension testing of fasteners |
|
ASTM F519 / F1624 |
Hydrogen embrittlement testing |
|
ISO 898-1 |
Mechanical properties of carbon steel and alloy steel fasteners |
|
ISO 16047 |
Torque/clamp force testing of fasteners |
|
ISO 965 |
Metric screw thread tolerances |
|
NASM1312 series |
National Aerospace Standard fastener test methods |
|
ASME B18 |
Fastener dimensional standards |
Laboratories must meet the requirements of the Fastener Quality Act and its amendments, which mandate documentation, traceability, and accredited testing for safety-critical fasteners.
What Equipment Makes Up a Fastener Testing System?
A complete fastener torque-tension test system comprises five core components:
-
Data acquisition module — Captures high-speed measurements (up to 4000 Hz) of torque, angle, and clamp load. Instruments range from portable recorders (Model 962) to advanced laboratory systems (LabMaster Professional Model 3200) that control the drive motor and calculate friction coefficients automatically.
-
Rotary torque-angle transducer — Measures applied torque and angle of fastener rotation at the tool output. Available in capacities from 32 ozf-in to 18,000 lbf-ft, equipped with magnetic angle encoders for precise rotation measurement.
-
Fastener tension load cell — Measures the clamp force developed during tightening. Options range from simple load washers for on-assembly measurements to research heads that simultaneously measure clamp load and thread torque for friction coefficient calculation.
-
Drive system — Supplies the applied torque. Options include hand-held tools for basic testing, DC electric drive motors with servo controllers for standard laboratory testing, and computer-controlled drives for advanced automated testing.
-
Fixture assembly — Mounts all components in proper alignment. Configurations include tabletop slide assemblies, freestanding A-frame stands, and specialized fixtures such as automotive wheel nut test stands.
Advanced systems like the LabMaster Professional integrate all five components with software that provides real-time display, statistical calculations (including ±3 sigma mean curves), automatic data storage, and configurable plot generation for comprehensive analysis.
Which Industries Depend on Fastener Testing?
Fastener testing is a fundamental requirement across multiple safety-critical industries:
-
Aerospace and defense — Every aircraft bolt must meet NASM specifications; counterfeit detection is a major concern
-
Automotive — Suspension, braking, and powertrain fasteners face cyclic loading, corrosion, and temperature extremes
-
Construction and civil engineering — Structural bolts (ASTM A325, A490) in bridges and buildings must sustain design loads for decades
-
Wind energy — Turbines use increasingly large fasteners (up to 7 meters) that must resist fatigue, creep, and extreme environmental conditions
-
Railway — High-speed rail fasteners, such as the Vossloh W300, require frequency-dependent dynamic stiffness testing to ensure vibration and noise control
-
Pressure vessels and piping — Fasteners in high-temperature, high-pressure service must resist creep and stress rupture
-
Electronics — Small precision fasteners must meet tight dimensional tolerances and resist corrosion in enclosed environments
How Does Bolted Joint Analysis Prevent Failure?
Bolted joint analysis goes beyond individual fastener testing to evaluate the performance of the entire joint system. The starting point is the torque-angle signature recorded during tightening, which reveals:
-
The influence of underhead and thread friction on the tightening process
-
Loss of preload due to settling, creep, and relaxation
-
Joint strength problems such as thread strip, embedment of bearing surfaces, and material yield within the joint
-
The effect of vibration and dynamic loading on clamp load retention
Software tools like the SR1 Bolted Joint Design and Analysis program — based on the German engineering standard VDI-2230 — can model the joint before physical testing begins, calculating stresses and identifying possible causes of failure. This closes the loop between fastener design and application, correlating experimental test results with theoretical predictions.
Assembly strategy testing uses torque-to-failure methods on actual assemblies to determine the optimal tightening specification. The resulting torque-angle signatures identify the onset of elastic tightening, the point of yield, and the point of fracture — data that directly informs the tightening strategy for production assembly.
What Role Does Counterfeit Fastener Detection Play?
Counterfeit fasteners — substandard products misrepresented as meeting specifications — pose a serious safety and supply chain risk, particularly in aerospace and defense. Detection is a multi-layered process:
-
Material chemistry verification using Optical Emission Spectroscopy (OES) or X-ray Fluorescence (XRF)
-
Mechanical property testing to confirm strength, hardness, and ductility match claimed grades
-
Dimensional inspection to detect manufacturing shortcuts
-
Hardness distribution characterization to reveal improper heat treatment
-
Coating analysis to verify plating composition and thickness
The Aerospace Industries Association (AIA) and DFARS regulations guide counterfeit fastener prevention programs. Comprehensive testing at accredited laboratories — those meeting Fastener Quality Act requirements — provides the documented evidence needed for regulatory compliance and supply chain assurance.
Fastener testing is not optional — it is the foundation of structural integrity across every industry that relies on bolted connections. From the smallest electronic screw to 7-meter wind turbine bolts, the methods, standards, and equipment described here ensure that every fastener performs as designed, under the conditions it was designed for.