What Is Resin Testing and Why Does It Matter
Resin testing is the systematic evaluation of physical, chemical, thermal, and mechanical properties of resins — both in their uncured liquid state and after curing — to verify that they meet performance specifications for their intended applications. Whether you work with coatings, inks, paints, adhesives, potting compounds, or ion exchange systems, resin testing ensures product consistency, identifies contamination, and confirms that a resin will perform reliably under real-world conditions.
Resins serve as the primary film-forming carriers for pigments and fillers. They cure through solvent evaporation, two-component chemical reaction (resin plus catalyst), or energy-activated processes such as UV or LED light. Because the curing mechanism directly determines final properties, testing must cover both the pre-cure state and the fully cured state.
Key Physical Properties Tested in Liquid Resins
Appearance
Appearance assessment is one of the simplest yet most informative quality checks for liquid resins. Resins are commonly described as clear, transparent, translucent, or colored. A change in color signals a shift in the wavelength absorption of visible light, which can indicate contamination, impurities in raw materials, process variations from heating and oxidation, or degradation from weathering over time.
There is no single standard test method dedicated exclusively to liquid resin appearance. However, visual comparison against a known standard is widely practiced, and objective measurements using color spectrophotometers provide consistent, reliable data. ASTM D1544 and ASTM D5386 offer guidance for assessing the color of liquid materials.
Gardner Colour Scale
The Gardner Colour Scale, specified in ASTM D1544, grades light-transmitting samples on a single-number scale ranging from 1 (lightest, pale yellow) to 18 (darkest, brownish red). It is widely used for oils, paints, chemicals, resins, varnishes, lacquers, and drying oils.
Platinum-Cobalt (Pt-Co) Colour Measurement
ASTM D5386 describes the visual platinum-cobalt method, which rates materials specifically for yellowness. This yellowness often results from the tendency of liquid hydrocarbons to absorb blue light due to contamination during processing, storage, or shipping. Clear liquids can be rated for yellowish or brownish contaminants, with additional color dimensions reported to identify pinkness, greenness, or greyness.
Viscosity Testing Methods
Viscosity is one of the most critical parameters for resin performance, affecting application behavior, flow characteristics, and process compatibility. Two primary methods dominate resin viscosity testing.
Brookfield Viscosity
Brookfield viscometry operates on the principle of rotational viscosimetry: it measures the torque required to rotate a spindle at constant speed while immersed in the test fluid. The torque is proportional to the viscous drag on the submerged spindle, and therefore to the fluid's viscosity.
A Brookfield viscometer consists of:
-
A viscometer body with an electric motor and a reading dial
-
Interchangeable spindles (numbered 1 through 7, where 1 is the thickest), each marked with an immersion level indicator
-
A thermostatic bath to maintain test temperature
-
A support stand for vertical adjustment
-
Test vessels (90–92 mm diameter, 116–160 mm height)
Spindle and speed selection depends on the viscosity range, desired accuracy, and shear rate. For best accuracy, readings should fall between 46% and 95% of the dial scale. The Brookfield RV viscosity (in cP) is calculated using a coefficient that depends on the speed/spindle ratio and the average of two valid readings.
Höppler (Ball Drop) Viscosity
The Höppler viscometer measures the viscosity of transparent non-Newtonian fluids by timing how long a ball takes to travel between two marks on a thick-walled glass tube. The tube is enclosed in a wider water jacket for thermostatic control and mounted at a slight incline.
Calculation formula:
Viscosity (mPa·s) = T × (Db − Ds) × K
Where:
-
T = fall time in seconds
-
Db = density of the ball
-
Ds = density of the sample solution
-
K = ball constant (from the viscometer manual)
The Höppler method is highly accurate and widely used in the chemical, pharmaceutical, food, and mineral oil industries.
Hardness Testing
Shore Hardness
Shore Hardness measures a material's resistance to indentation. Different Shore scales exist for different material types — soft rubbers, rigid plastics, and supersoft gels — providing a common reference for material comparison.
Per DIN ISO 7619-2:2012, the hardness of rubber as measured by a Shore durometer depends on multiple factors:
-
Elastic modulus of the rubber
-
Viscoelastic properties
-
Test piece thickness
-
Indentor geometry
-
Applied pressure
-
Rate of pressure increase
-
Time interval before hardness is recorded
Because of these variables, direct correlation between IRHD pocket meter readings and Shore durometer values is not recommended, although correlations have been established for specific rubber compounds.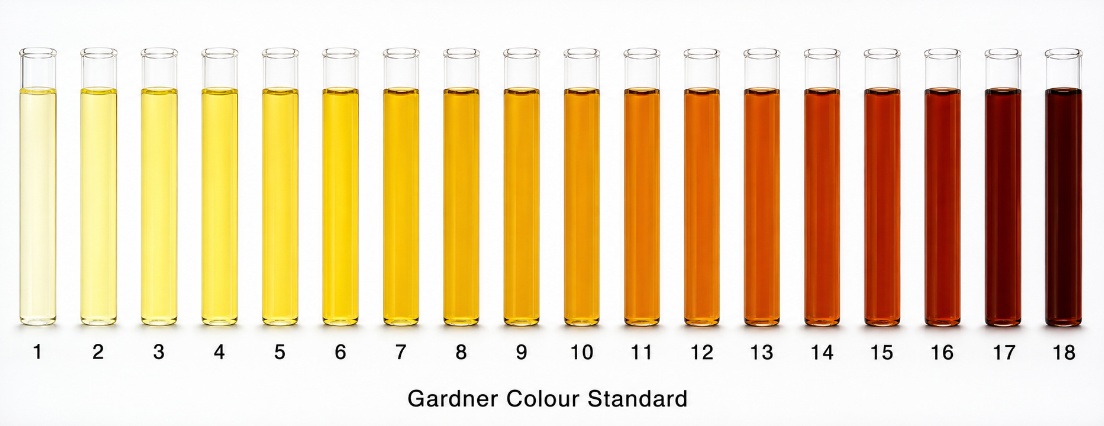
Durometer Hardness (Type D)
For cured epoxy resins and other rigid materials, ASTM D2240 specifies the Type D durometer hardness test at 25°C.
Tensile Properties
Tensile Strength (ASTM D412)
ASTM D412 is the primary standard for determining the tensile properties of vulcanized (thermoset) rubber and thermoplastic elastomers. Testing is performed on a universal testing machine at a rate of 500 ± 50 mm/min until specimen failure.
The key properties measured include:
-
Tensile strength — the maximum tensile stress applied in stretching a specimen to rupture
-
Tensile stress at a given elongation — the stress required to stretch a uniform cross-section to a specified elongation
-
Ultimate elongation — the elongation at which rupture occurs under continued tensile stress
-
Tensile set — the extension remaining after stretching and retraction, expressed as a percentage of original length
Elongation at Break
Elongation at break is the percentage increase in length a material achieves before breaking. A higher percentage generally indicates better quality when combined with good tensile strength. A high elongation at break paired with low tensile strength may signal a poorly mixed or under-cured polymer — a defect that leads to premature failure in rubber gaskets and seals.
Tensile Strength and Elongation for Epoxy Resins (California Test 434)
California Test 434 Part 7 specifies a detailed procedure for preparing epoxy resin tensile specimens:
-
Mix epoxy in the specified ratio
-
Centrifuge at 2000 rpm for 3 minutes to remove air bubbles
-
Pour into a steel gasket sandwiched between Mylar sheets and plate glass
-
Cure for 18 hours at 25°C, then post-cure for 5 hours at 70°C
-
Cut specimens and test per ASTM D638 at 0.2 in/min with a 1-in gauge length
Epoxy Resin Adhesive testing (California Test 434)
California Test 434 covers a comprehensive suite of epoxy resin adhesive, binder, and sealant tests:
Gel Time
Gel time is measured by mixing components A and B at the manufacturer's recommended ratio in an 8-oz paper cup, stirring for 60 seconds, and probing every 30 seconds. The gel time is recorded when a soft, stringy mass forms.
Bond Strength to Concrete
Epoxy adhesive is applied between a pipe cap (or threaded rod) and a concrete block (7 × 3.5 × 2 in, made from a specified Portland cement formula). The specimen is pulled at 0.2 in/min after the specified cure time.
Tensile Adhesion and Cohesion
Specimens are prepared by bonding epoxy to ceramic or retroreflective pavement markers, cured for 24 hours at 25°C, and tested in triplicate. Post-cure conditioning includes 48 hours at 60°C followed by 24 hours at −9°C to evaluate thermal cycling performance.
Slant Shear Strength
Diagonal concrete mortar blocks (2-in square base, with a 2 × 4 in diagonal face) are bonded with epoxy and tested in compression to evaluate shear performance.
Sag Test
Epoxy is applied to a vertical chart and observed after 24 hours at 25°C. The epoxy should not sag or flow downward; edges must remain straight.
Infrared Spectra
Each epoxy component is centrifuged at approximately 15,000 rpm to separate liquid and solid phases. A drop of the supernatant is placed on a potassium bromide disk and analyzed by transmission spectroscopy per ASTM E1252. The resulting spectrum is compared to reference spectra for quality verification.
Resin Classification and Types Subject to Testing
Thermosetting Resins
-
Unsaturated polyester
-
Vinyl ester
-
Epoxy resin
-
Phenolic resin
-
Bismaleimide (BMI) resin
-
Polyimide resin
Thermoplastic Resins
-
Polypropylene (PP)
-
Polycarbonate (PC)
-
Nylon (NYLON)
-
Polyether ether ketone (PEEK)
-
Polyethersulfone (PES)
Comprehensive Resin Testing Capabilities
Physical Properties Testing
Apparent density, transmittance, haze, yellow index, whiteness, expansion ratio, water content, acidity, and hardness.
Structure Analysis
Structure analysis characterizes the resin skeleton, functional groups, cross-linking agents, and cross-linking degree. Techniques include:
-
Fourier Transform Infrared Spectroscopy (FTIR)
-
Thermogravimetric Analysis (TGA)
-
Differential Scanning Calorimetry (DSC)
-
Elemental Analysis
-
Pyrolysis gas chromatography-Infrared Spectroscopy (PGC-IR)
-
Pyrolysis Gas Chromatography-mass spectrometry (PGC-MS)
-
Nuclear Magnetic Resonance (NMR)
-
Differential Thermal Analysis (DTA)
Combustion Performance Testing
Vertical combustion, ignition temperature, oxygen index, and horizontal combustion.
Thermal Performance Testing
Heat distortion temperature, thermal decomposition temperature, Vicat softening point, high and low temperature impact, glass transition temperature, and melting temperature.
Applicability Testing
Electrical conductivity, corrosion resistance, low temperature resistance, hydraulic resistance, insulation performance, moisture permeability, and food/pharmaceutical safety performance.
Fatigue Testing of Thermoplastic Resins
Fatigue properties are frequently overlooked during resin selection yet are critical for products subjected to cyclic loading. Standard technical data sheets rarely include fatigue data, and tensile properties alone cannot predict fatigue life.
Research comparing three ABS grades and one SAN resin demonstrated this clearly:
|
Sample |
Thermoplastic |
Avg UTS (MPa) |
Avg Elongation at Break (%) |
Avg Modulus (MPa) |
|---|---|---|---|---|
|
Resin 1 |
ABS |
42.2 ± 0.1 |
21.1 ± 2.0 |
872 ± 0.1 |
|
Resin 2 |
ABS |
38.9 ± 0.1 |
20.2 ± 2.0 |
770 ± 63.9 |
|
Resin 3 |
ABS |
42.9 ± 0.0 |
16.3 ± 0.6 |
921 ± 3.6 |
|
Resin 4 |
SAN |
71.9 ± 0.4 |
6.7 ± 0.4 |
1162 ± 21.1 |
Although SAN (Resin 4) exhibited the highest tensile strength and stiffness, its S-N fatigue curve showed that at high cycle counts, ABS Resin 3 displayed a clear fatigue life advantage. This proves that tensile data alone is insufficient for predicting long-term cyclic performance. Fatigue testing should be integrated early in the design process to reduce risk, lower costs, and shorten design cycles.
Ion Exchange Resin Laboratory Testing
Equipment Setup
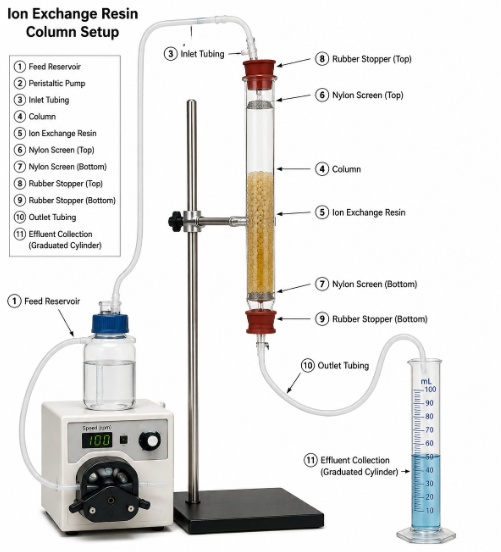
A standard lab-scale column system consists of:
-
A 25 mm diameter × 1200 mm tall glass column with sintered glass bottom (plastic columns are also acceptable)
-
Rubber stoppers at each end with glass tubing
-
Nylon cloth or screen over each stopper to retain resin beads
-
3 mm glass beads or sand (15–25 mm depth) for fluid distribution
-
Rubber tubing with screw clamp for flow control
-
Funnel, pump (peristaltic or diaphragm), and graduated cylinder
Key Process Parameters
|
Parameter |
Recommended Range |
|---|---|
|
Resin Volume |
50–250 mL (125 mL typical) |
|
Resin Bed Depth |
760 mm (classified, minimum) |
|
Service Flow Rate |
2–50 BV/h (8–20 BV/h typical) |
|
Regenerant Flow Rate |
2–6 BV/h (2 BV/h typical) |
|
Regenerant Contact Time |
15–60 minutes (≥30 minutes preferred) |
|
Slow Displacement Rinse |
1–2 BV |
|
Final Fast Rinse |
2–10 BV |
Sample Preparation
Resin must be soaked and fully hydrated before testing. Storage containers should remain sealed, protected from direct sunlight and extreme temperatures. If resin has been stored for an extended period, rinse with 5–10 bed volumes of demineralized water to reduce leachables before trials.
Load the column by first filling it one-third to one-half full with deionized water, then transferring the pretreated resin. Maintain a minimum bed depth of 760 mm. Never load resin into a dry column.
Running the Trial
-
Backwash the loaded column with demineralized water in up-flow direction for 10–15 minutes to classify the bed.
-
Note the resin height (bed volume) after classification — this value is used for all subsequent calculations.
-
Run the resin to exhaustion or the desired endpoint without stopping mid-cycle (stopping allows reversible ion exchange reactions to reach equilibrium, causing premature breakthrough and false results).
-
Keep the bed covered with solution at all times; never drain the column or introduce air.
-
Obtain three consecutive cycles with consistent results before adjusting operating conditions.
Regeneration Methods
Co-flow (co-current) regeneration is the simplest approach: regenerant passes down through the resin in the same direction as service flow. Each cycle begins with backwashing to relieve compaction and remove suspended solids. Feed solutions should be filtered before entering the column.
Counter-flow (counter-current) regeneration is more efficient, producing lower leakage and better regenerant utilization. The regenerant flows opposite to service direction. This method requires careful setup — the bed must not fluidize during upflow regeneration. Placing cotton or glass wool on top of the resin fills the freeboard space and stabilizes the column.
Applicable Testing Standards
|
Standard |
Scope |
|---|---|
|
ASTM D412 |
Tensile properties of rubber and thermoplastic elastomers |
|
ASTM D638 |
Tensile properties of plastics |
|
ASTM D1544 |
Gardner colour scale for transparent liquids |
|
ASTM D5386 |
Platinum-cobalt colour measurement |
|
ASTM D2240 |
Durometer hardness |
|
ASTM D1475 |
Density of paint, varnish, lacquer, and related products |
|
ASTM D6493 |
Resin testing |
|
ASTM D4142 |
Resin testing |
|
ASTM F1635 |
Resin testing |
|
ASTM E1252 |
Infrared spectroscopy |
|
California Test 434 |
Epoxy resin adhesives, binders, and sealants |
|
DIN ISO 7619-2 |
Indentation hardness of rubber |
|
ISO 16402 |
Resin standards |
|
ISO 24024 |
Resin standards |
|
ISO 19699 |
Resin standards |
|
ISO 4586 |
Resin standards |
Choosing the Right Resin Testing Approach
The appropriate testing regime depends on the resin type, application, and regulatory requirements. For coatings and adhesives, appearance, viscosity, and cure characteristics are primary concerns. For structural and potting applications, mechanical properties — tensile strength, elongation, hardness, and fatigue life — take priority. For ion exchange systems, capacity, leakage, and regeneration efficiency are the key metrics.
A common mistake is relying solely on tensile data for resin selection. As fatigue testing demonstrates, materials with similar or even superior tensile properties can exhibit dramatically different performance under cyclic loading. Integrating fatigue testing early in the design process reduces the risk of late-stage failures and costly redesigns.
For compliance-driven industries, third-party testing laboratories provide resin testing services conforming to ISO, ASTM, and industry-specific standards, offering both routine analyses and custom test programs tailored to specific end-use requirements.